VTube-LASER - SAE INTERNATIONAL J2551-1 Specification for Tube Qualification (GD&T)

About the SAE J2551-1 Standard
| The SAE International specification J2551-1 was released in April 2018. It contains industry standards for designing and fabricating tubing applications for surface vehicles. The full document can be purchased at SAE.org. As of August 2025, VTube-LASER fully implements the standards in J2551-1. |

These are pertinent notes for the spec as they apply to VTube-LASER.
| Section 6.2 (Page 32) - Blank lengths (or "Sticks") | Blank lengths should have a tolerance of +/- 1.5 mm (+/- 0.059 inches) Blank lengths should not be longer than 3000 mm (9.84 feet) |
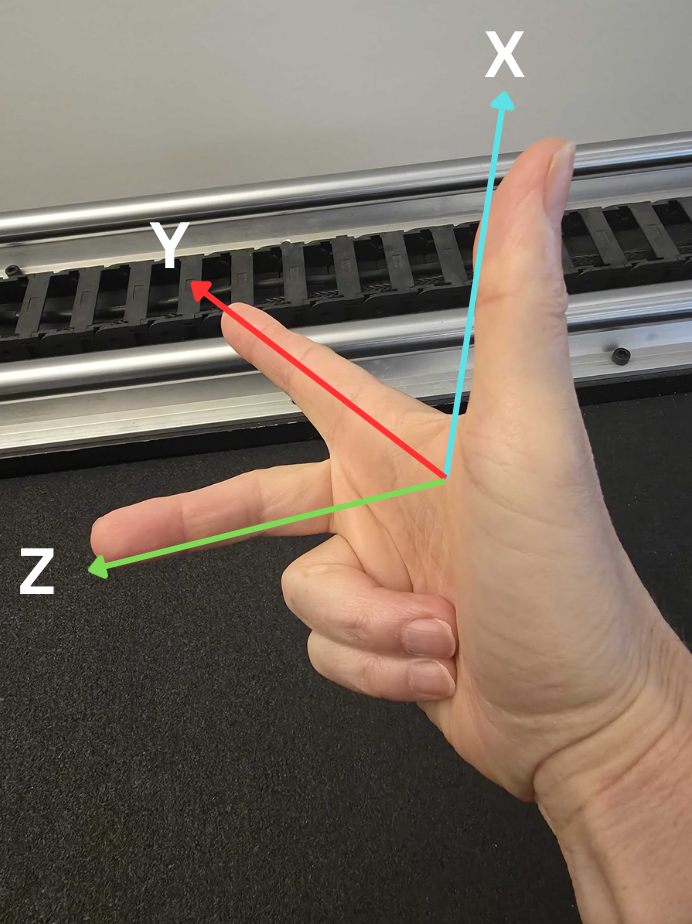
| Section 6.3 (Page 32) - XYZ coordinates along a centerline using the right-handed coordinate system. | Tube assemblies should be designed with an XYZ Cartesian right-handed coordinate system. Clarification: Some teachers put the Z along the thumb, the X along the pointer, and the Y along the middle. While that also works, be careful when arbitrarily swapping axes like this. For example, swapping only the X and the Z axes on my hand above changes the right-handed system to a left-handed system. |
| Section 6.3 (Page 32) - GD&T (Geometric Dimension and Tolerancing) | This is the recommended drawing format because GD&T is "the only standard tolerancing format globally recognized." |
| Section 6.3 (Page 32) - Use Least Squares Best Fit | Avoid hard-point alignment. Use best-fit alignments. |
| Section 6.3 (Page 33) - Suggested Straight Length Tangent-to-Tangent Tolerance Zones (VTube-LASER Tangent point envelopes) - Position | This part of the specification shows a table of recommended tolerance envelopes defined as OD envelope GD&T positional values. For example, A 10 mm diameter tube with five bends that is 1000 millimeters long should have OD envelope tolerances for each straight of 10 mm. (This is the equivalent of 5 mm in the Tangent point grid for VTube-LASER.) |
| Section 6.3 (Page 33) - Suggested End StraightSleeves with Tolerance Zones - Position | A position tolerance of 1/2 the straight tolerances (above) should be used. |
| Section 6.3 (Page 33) - Suggested End Lengths Tolerance Zones - Profiles | A profile tolerance of 1/2 the straight tolerances (above) should be used. |
| Section 6.4 (Page 34) - Hard point tolerancing | Not recommended because it magnifies the errors at the datums. |
| Section 6.5 (Page 34) - Least Squares Best Fit Tolerancing and Inspection | Recommended. Lower-cost tubes can be produced with Best Fit. |
| Section 6.5.1 (Page 34) - Least Squares Best Fit Tolerancing Values | Straight length positional tolerance should be equal to or greater than 6 mm. |
| Page 35 shows three images of hard point and best fit alignment | The images illustrate why best fit is the best alignment to use. |
| Page 36 shows an example print with GD&T details. | The print shows three features to qualify: "ALL STRAIGHT LENGTHS" position tolerance, "END STRAIGHT LENGTH" position tolerance, and END SURFACE profile tolerance. The END STRAIGHT LENGTH datums are called Datum A and Datum B. They represent shorter envelopes near each end of the tube that have 1/2 the tolerance of the "ALL STRAIGHT" positional tolerance. In the print, the "ALL" positional tolerance is 6 mm. The "END STRAIGHT" positional tolerance is 3 mm. The END SURFACE profile tolerance is 4 mm. VTube-LASER allows for the setup of Datum A and Datum B in the Inspection Menu's SAE J2551-1 Setup tab menu. |
| Section 6.6.3 (Page 37) - Vector Inspection is Described |
This section describes measuring and qualifying the tube using the methods VTube-LASER uses. According to the document:
|
About the SAE J2551-1 END SLEEVE Qualification Concept
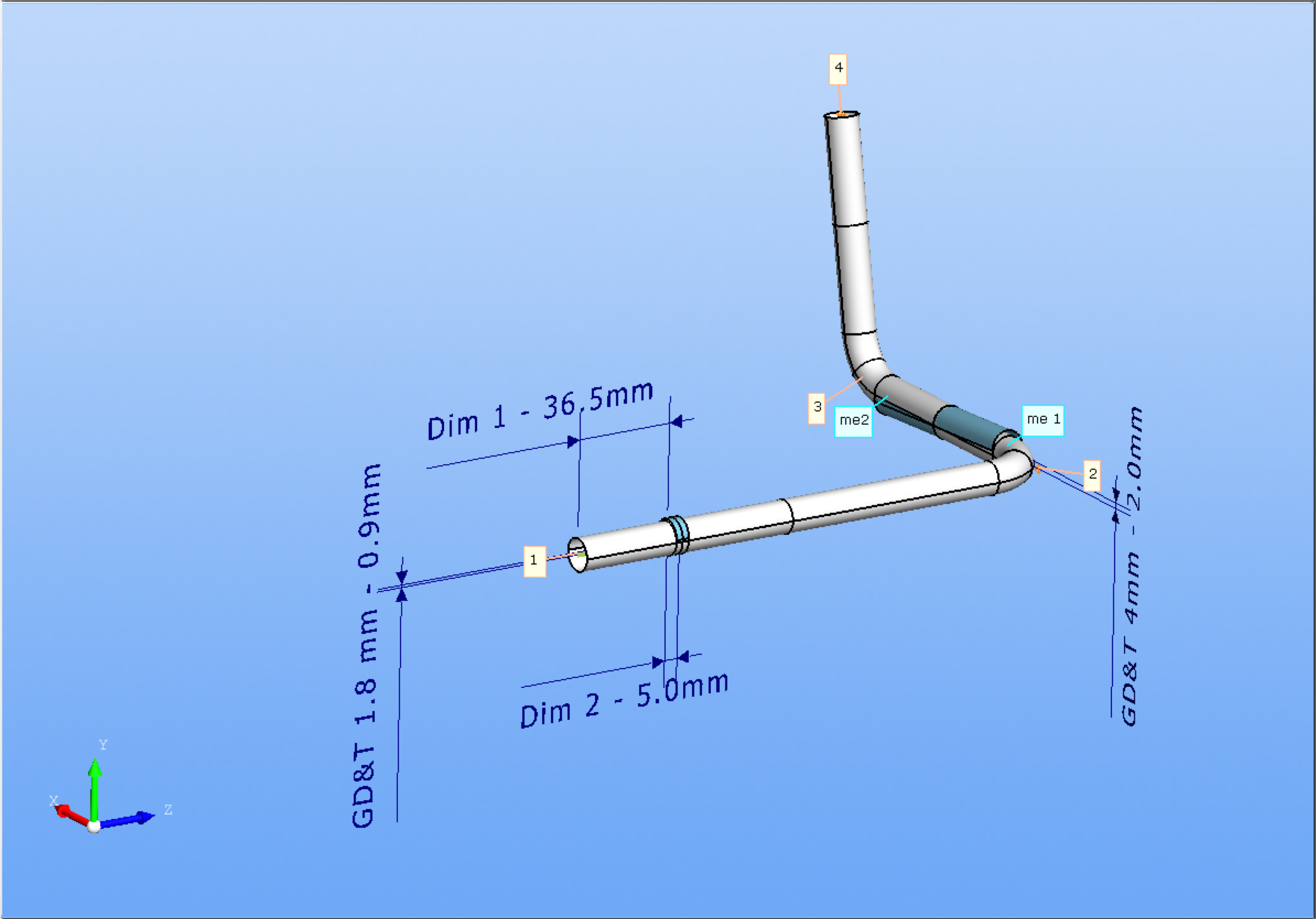
This sample tube shape demonstrates the concept of J2551-1 end sleeve qualification.
*Our customers asked us to exceed the SAE J2551-1 spec by allowing users to include a qualification sleeve in any straight. Therefore, VTube-LASER can handle a sleeve in any number of straights simultaneously. |
|
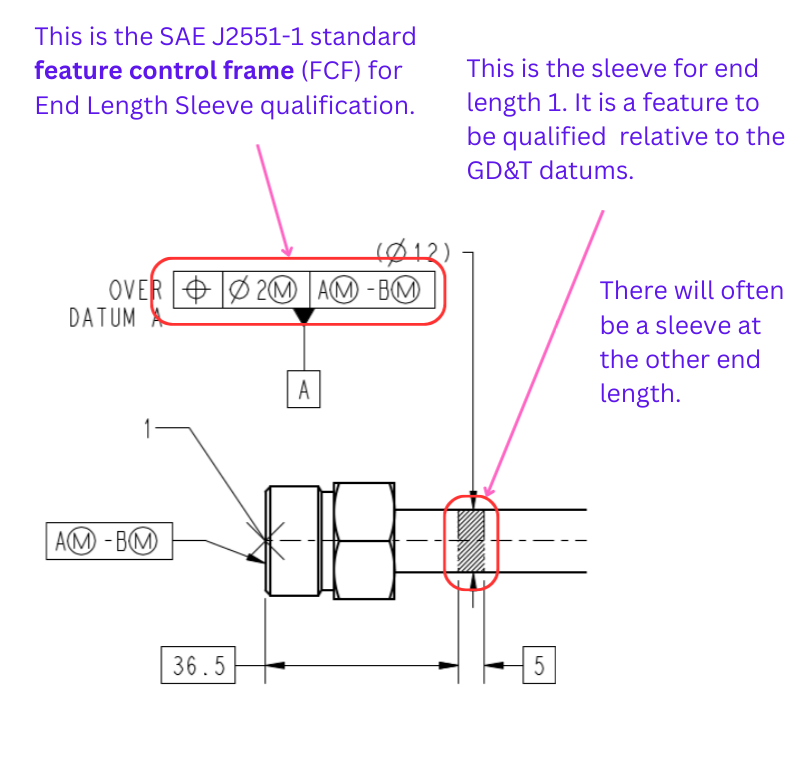
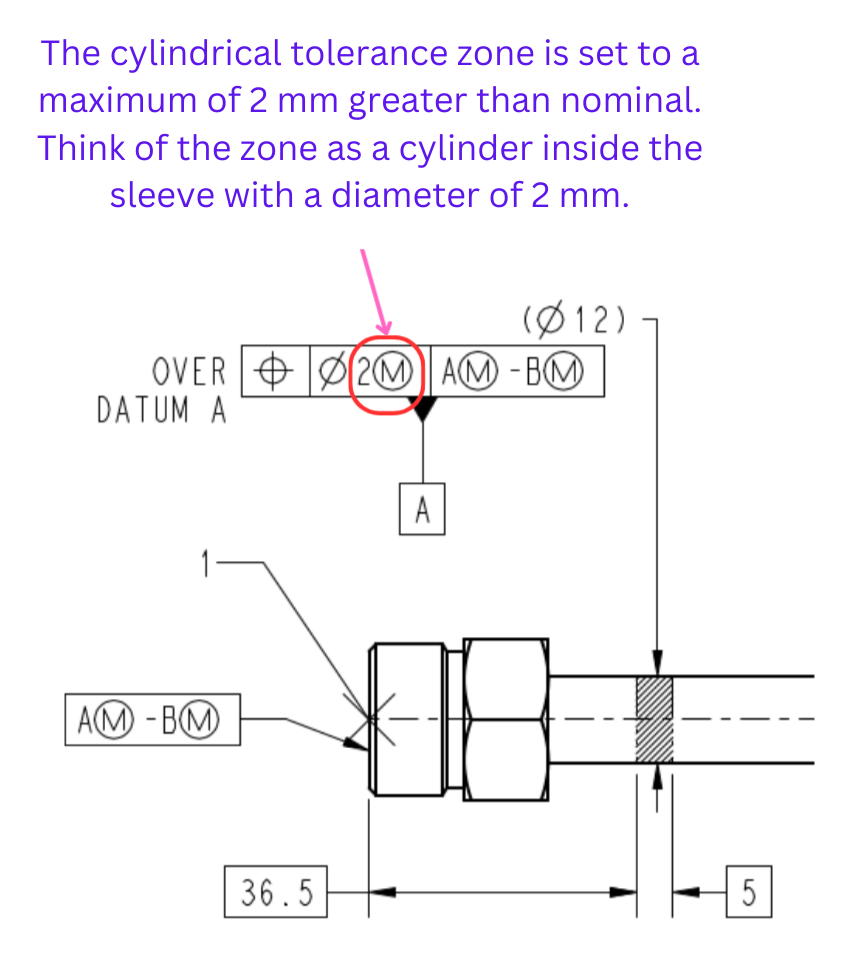
This is a Feature Control Frame per the print that follows the SAE J2551-1 standard for specifying the qualifying the position of end length sleeves.
About the sleeves
|
|
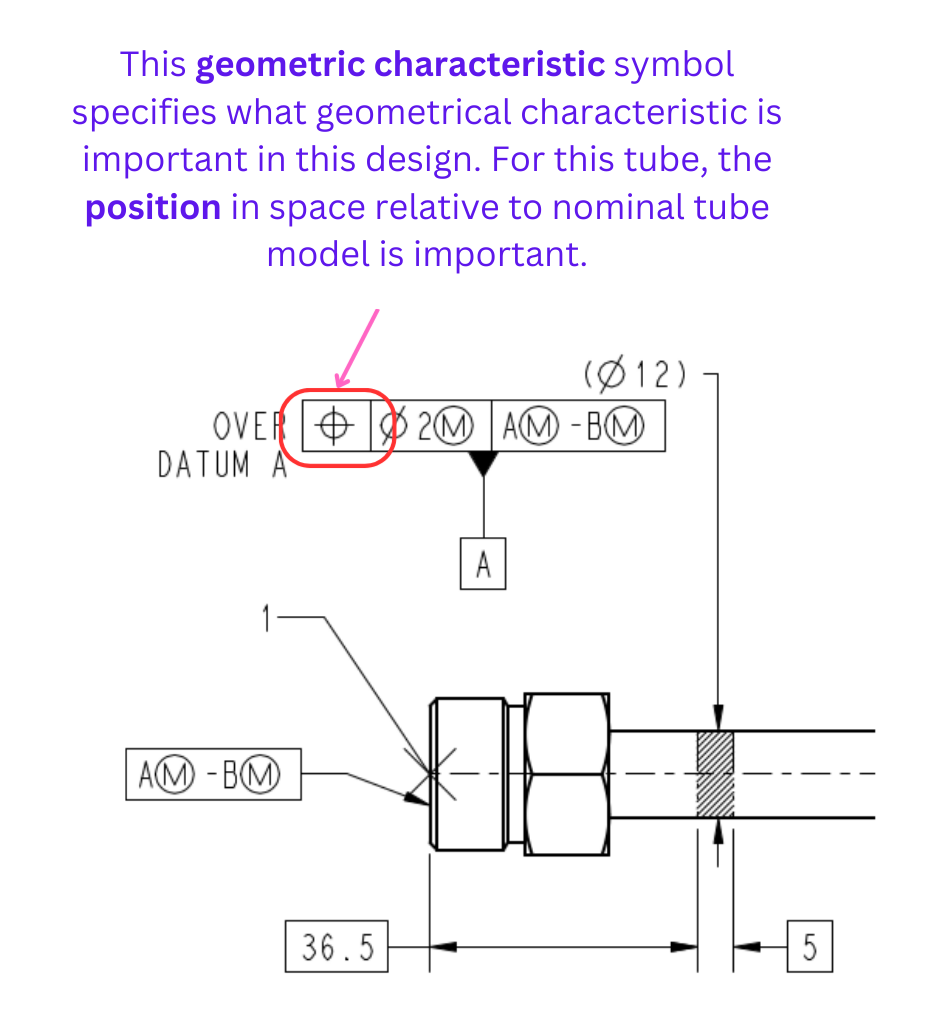
The first symbol in the feature control frame shows the geometric characteristic the designer wants us to use as a qualifier for this part. It is a position in space.
|
|
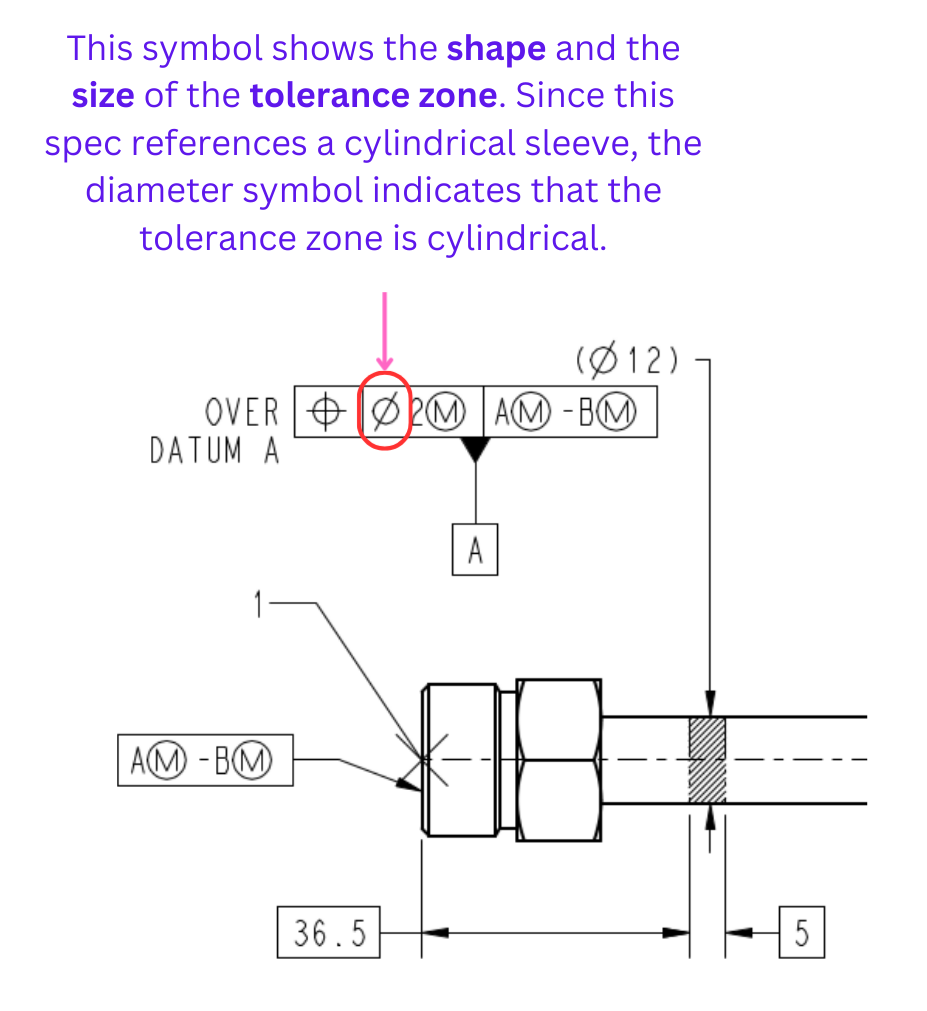
The second symbol (the diameter symbol) means that the tolerance's shape is a cylinder, and its size is controlled as the diameter of the cylinder.
Remember: The diameter symbol only means that the tolerance zone is cylindrical in shape.
|
|
|
VTube-LASER reduces tube shapes to centerlines and then compares the derived centerlines. Think of the tolerance zone as a very small cylinder formed by the centerline of the master part. For the spec shown here, create an imaginary 2 mm OD cylinder around the nominal cylinder centerline. This 3D zone is how much the centerline in the measured tube is allowed to wobble (our term for easier visualization) relative to the nominal part's centerline before it is considered out of tolerance. Note: Since VTube-LASER uses the GD&T "Derived Median Line" concept in its parametric logic, the controlling feature in this tube is the derived centerline of the tube cylinder on the first straight. Good scans and calculations are important for calculating accurate derived median lines. If a straight's measure technique is subpar, then the qualification result may not be trustworthy. Fortunately, VTube-LASER has many ways to detect subpar measurements - including checking cylindricity and using our proprietary Dual Cylinder Fit, which reduces uncertainty in cylinder calculations when you are forming the cylinders for each straight. |
|
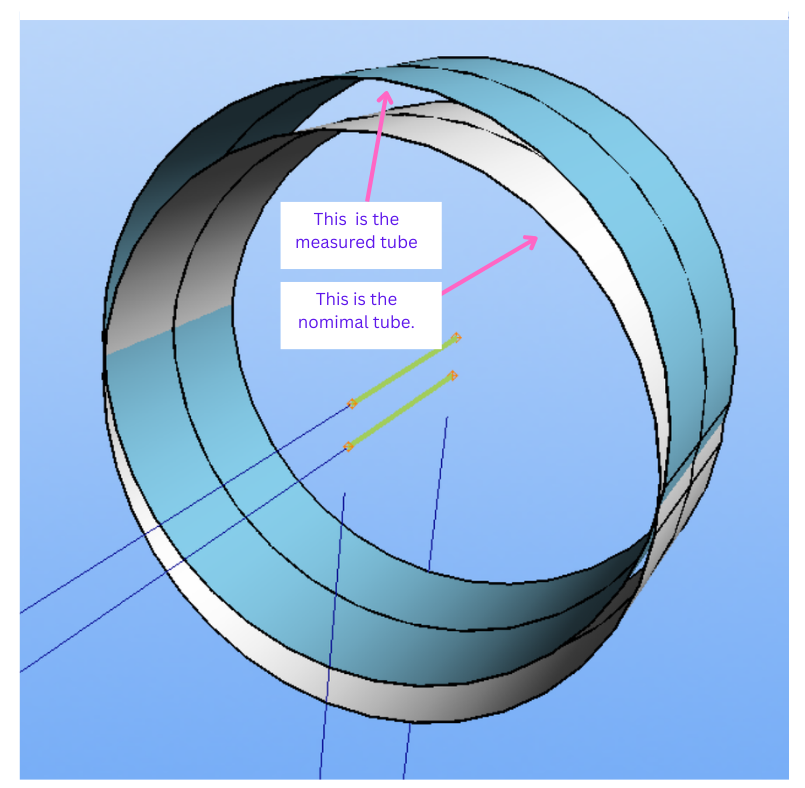
This is a VTube-LASER simulation of the SAE J25551-1 end sleeve datum concept.
Something to consider: Does the actual OD matter? The short answer: No. Here is why:
|
|
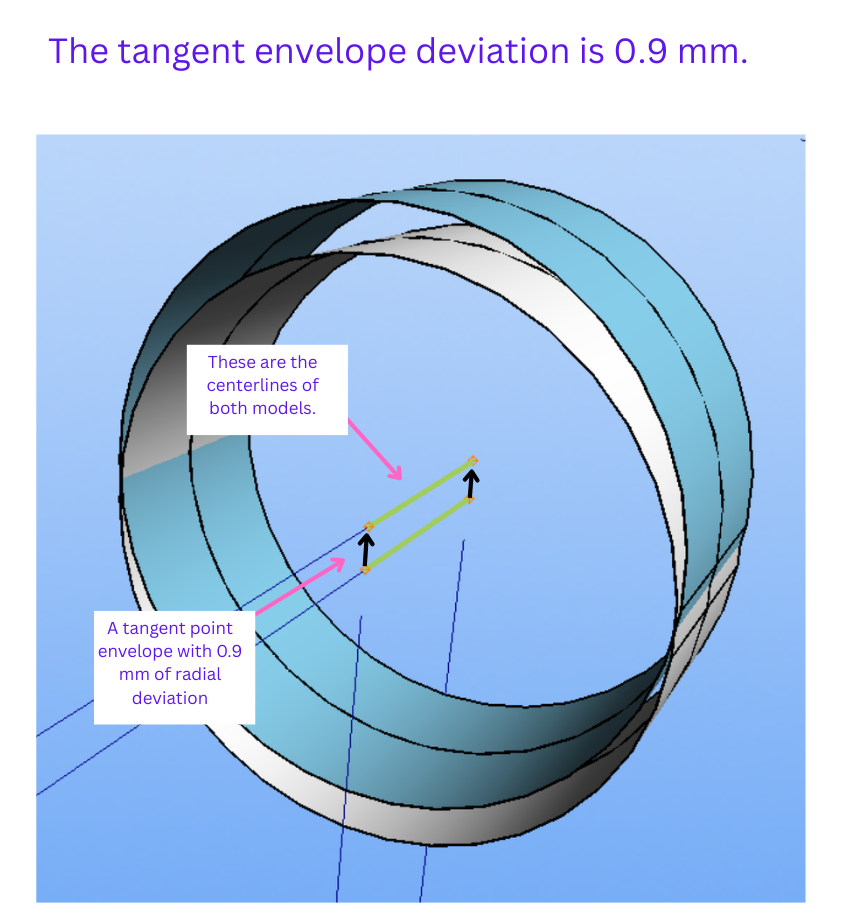
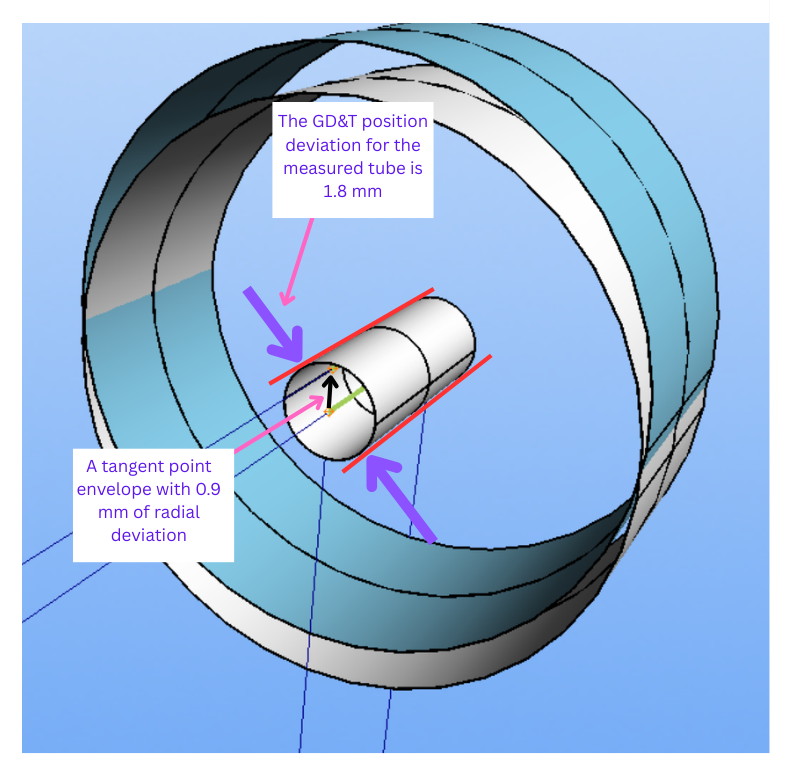
VTube-LASER's standard tangent point qualification shows a 0.9 mm maximum deviation for this alignment. See the black arrows.
Keep in mind that the one greatest deviation from the measured cylinder two end points is always used. It is the deviation that will create the largest cylinder of deviation. In this simulation, the largest deviation (0.9 mm) is the deviation of the point closest to us in this view. The other deviation (at the far end) is slightly less. So it is not used to report the deviation. |
|
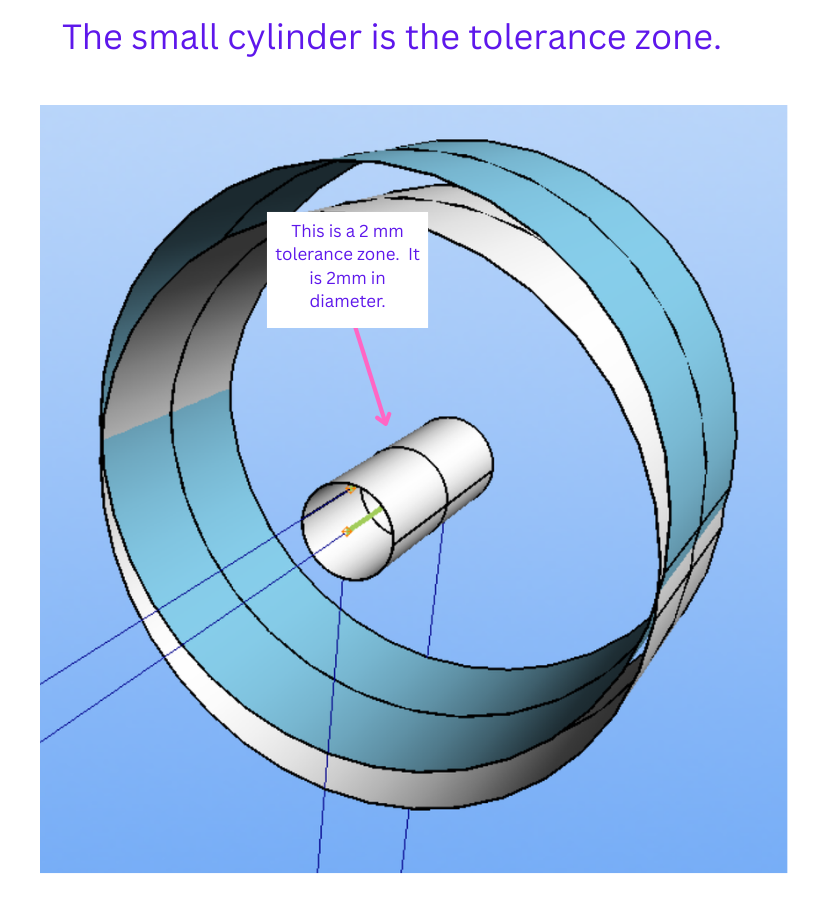
| This is a model simulation of the tolerance zone. The small cylinder in the middle represents the 2 mm diameter tolerance zone.
|
|
| The 0.9 mm tangent envelope (using radial deviations) is inside the tolerance zone. As a GD&T value, the radial 0.9 mm deviation is reported as 1.8 mm.
Tip: When using deviations from VTube-LASER, it is important to know and state if the deviation is a "tangent envelope" deviation or a "GD&T position" deviation. |